
Source:Antarctic Bear 3D Printing|
Publication time:2019-02-28
Click:1126
Aeroengine, as a synthesizer of industrial manufacturing achievements, is an important symbol of a country's manufacturing level. With the steady advancement of the national "13th Five-Year Plan" strategy, China's aeroengine manufacturing industry has made rapid progress, but the pursuit of low cost, short cycle, light weight, high intensity and other manufacturing processes is also increasingly urgent. As an important symbol of the third industrial revolution, 3D printing technology provides a new manufacturing method for materials and structures, and brings more possibilities for breakthroughs in key technologies and performance improvement of aero-engines.
1. Technical Introduction
3D printing is a kind of Rapid Prototyping (RP). It is a technology based on digital model files, using bindable materials such as powder metals or plastics to construct objects by layer-by-layer printing, which greatly shortens the development cycle and processing cycle of products.
1.1 Layered Entity Manufacturing
The working principle of layered solid manufacturing technology is shown in Fig. 1. First, the foil coated with hot melt glue is sent layer by layer to the top of the worktable by the feeding mechanism. Then, the foil on the worktable is cut layer by layer according to the cross-sectional profile designed by the computer by using CO2 laser beam, and the material outside the profile area is removed, so as to complete the manufacturing of the required products.
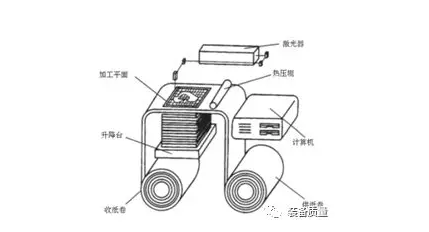
Fig. 1 Working Principle of Layered Entity Manufacturing Technology
1.2 Photosolidification Stereoforming
The working principle of stereolithography is shown in Fig. 2. Firstly, the liquid photosensitive resin is filled in the liquid tank. Secondly, the scanning path of the laser beam is controlled by computer command. Under the irradiation of ultraviolet laser beam, the liquid photosensitive resin can be rapidly solidified. Then, the liquid photosensitive resin can be printed layer by layer by layer by adjusting the height of the lifting platform. Finally, the three-dimensional solid can be formed by layer superimposition.
動(dòng)機(jī)制造領(lǐng)域的關(guān)鍵詞")
Fig. 2 Operating Principle of Photosolidification Stereoforming Technology
1.3 Fusion Forming
The working principle of deposition forming is shown in Figure 3. By heating and melting all kinds of materials at high temperature and stacking layer by layer according to the cross section designed by the computer, the technology of forming parts is finally obtained.
動(dòng)機(jī)制造領(lǐng)域的關(guān)鍵詞")
Figure 3 Working Principle of Deposition Forming Technology
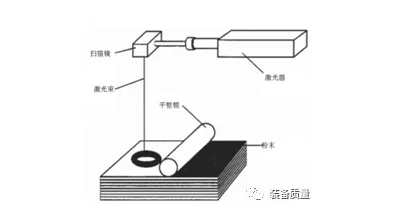
1.4 Selective Laser Sintering
The principle of selective laser sintering is shown in Fig. 4. This technology is mainly based on controlling the laser beam to sinter the powder material layer by layer according to the preset path. It is a process method of stacking discrete points layer by layer into three-dimensional solid.
In the field of aeroengine manufacturing, selective laser sintering of high performance metal components is the most advanced 3D printing technology. This technology realizes the forming of high-performance large and complex components step by step from the part's digital model. The shape of forming components is complex and the degree of material saving is high, which is difficult to achieve by traditional casting and mechanical processing methods.
2. Development status
Since the advent of 3D printing technology, with its great advantages in large-scale parts integrated manufacturing, special-shaped complex structural parts manufacturing and variable-batch customized structural parts manufacturing, it has made great achievements in the field of aero-engine manufacturing. At present, 3D printing technology has become the preferred manufacturing technology for aero-engine parts in developed countries in Europe and the United States.
2.1 Overseas Development Situation
Honeywell Printed Heat Exchangers and Metal Brackets in 2013. In 2014, Siemens Germany printed out the metal parts of gas turbine, becoming the first company in the global industrial manufacturing industry to apply the metal parts made by 3D printing to actual production. GE has been exploring for more than 10 years to optimize the design of its nozzle. The number of parts of the nozzle has been reduced from more than 20 to one. The structure integration has been realized by 3D printing. It not only improves the problem of overheating and carbon deposition of the nozzle, but also increases the service life of the nozzle by five times, and improves the performance of the LEAP engine as a whole. Recently, GE has built a micro jet engine using 3D printing technology. The engine runs at a speed of 33000r/min and will be used in UAVs.
2.2 Domestic Development Status
Since the 21st century, the industry sector represented by China Aviation Industry has begun to research and apply 3D printing technology, especially in the processing of complex components of aeroengine, a large range of 3D printing technology research and product processing have been carried out. China Airlines has finished adding materials to manufacture micro turbojet engines. The National Key Basic Material Technology Promotion and Industrialization Project "Superfine 3D Printing Non-ferrous/Refractory Metal Spherical Powder Preparation Technology" led by China Aviation and Aircraft Material Academy has been launched. Up to now, China Aerospace and other domestic scientific research institutions have carried out exploratory research on turbine air-cooled blades, fuel assemblies, shells, sealing blocks, nozzles, integral blade discs, integral guides, bearings, cascades and other parts, and have made positive progress.
 中文
中文 English
English